
Bruichladdich Distillery
브룩라디 증류소(Bruichladdich Distillery)는 1881년 하베이(Harvey) 형제들에 의해 섬의 가장 서쪽 부분인 린스 오브 아일라(Rinns of Islay)에 위치한 로킨달(Loch Indaal) 기슭에 세워졌다. 형제들은 1770년 이래로 두 개의 글래스고 증류소를 계속 유지해온 가문이었다.
존(John)이 디자인하고, 로버트(Robert)가 설계하며, 윌리엄(William)이 자금을 조달하는 등 그들이 상속받은 재화와 재능을 결합하여 브룩라디 증류소를 설립했다. 증류소는 당시 오래된 농장과 건물의 연장선인 다른 아일라 증류소들과는 달리, 해안에서 가져온 돌로 지어졌으며, 크고 넓은 안뜰 주위에 지어진 매우 효율적인 건물 배치를 가지며 최첨단의 길을 걸었다.
1907년 브룩라디 증류소는 수익성을 높이기 위해 노력했지만, 증류가 중단되었고, 많은 양의 위스키 재고와 은행의 부채가 압박하기 시작했다. 다행히 1차세계대전의 발발로 위스키 가격이 상승하여 상당 부분 이익을 보았지만, 보리 공급이 어려워져 증류를 할 수가 없었다. 종전 후 위스키 생산이 재개되었으나 세계 대공황으로 부진에 빠졌다.

일련의 화재와 형제들의 다툼으로 인해 1936년 현대적인 증류소가 완공되기 전까지 윌리엄 하베이(William Harvey)가 운영했다. 위스키 투기꾼인 조셉 홉스(Joseph Hobbs)는 증류소를 단돈 8,000 파운드에 사들인 뒤, 어소시에이티드 스코티쉬 디스틸러리스 리미티드(Associated Scottish Distilleries Ltd.)에 3배 비싼 가격으로 매각했다. 2차세계대전의 발발로 증류소는 다시 폐쇄되었다.
종전 후 홉스는 ASD에 대한 자신의 지분을 트레인 앤 맥인터(Train & MacIntyre)에 매각했다. 글래스고 위스키 중개업자인 로스 앤 쿨터 리미티드(Ross and Coulter Ltd.)는 1952년 증류소를 인수했다. 1969년 증류소를 인수한 인버고든 디스틸러스 리미티드(Invergordon Distillers Ltd)를 화이트 앤 맥케이(Whyte & Mackay)가 합병했다. 하지만 1994년에 다시 폐쇄되었고, 1995년 브룩라디 디스틸러리 컴퍼니 리미티드(Bruichladdich Distillery Co. Ltd)라는 이름으로 운영되는 컨소시엄에 매각되었다.
2000년 12월 19일 머레이 데이빗(Murray McDavid) 사의 마크 레니어(Mark Reynier)가 이끄는 개인 투자자 그룹이 이 증류소를 인수했다. 다음 해에 15세부터 보모어 증류소(Bowmore Distillery)에 근무했던 짐 맥이완(Jim McEwan)이 마스터 디스틸러 및 생산 담당으로 고용되었다.
2001년 1월과 5월 사이에 브룩라디의 모든 건물들이 해체되고, 재조립 되었으며, 원래의 빅토리아 시대 장식과 장비만이 그대로 유지되었다. 완전한 현대화를 피해 원래 윌리엄 하베이 시대의 설비 대부분은 오늘날에도 여전히 사용되고 있다. 정보를 구두로 전달하고, 주로 계량봉과 간단한 부유 장치를 사용하여 진행 상황을 측정하는 숙련된 기술자들이 있다. 프로세스를 제어하는데 있어서 컴퓨터가 대부분 사용되지는 않는다.
2012년 컨소시엄은 브룩라디를 프랑스의 대규모 음료업체인 레미 코앵트로(Rémy Cointreau)에 매각했다. 레미 코앵트로는 수익성이 부족한 브룩라디를 개편하며, 다양한 제품군의 포트폴리오를 구성하기 시작했다.

생산 및 가공 용수는 주로 세 유형을 통해 공급 받는다. 병입에 사용되는 물의 공급원은 옥토모어(Octomore) 농장의 천연 샘이다. 옛날에는 물을 통에 담아 손으로 펌핑했지만, 현재는 10,000리터 탱크를 사용한다. 샘물은 약 18억 년 전에 형성된 고대 편마암을 통해 여과되어 매우 깨끗하다.
증류소가 2001년에 재개장 한 이래로 출처와 투명성에 대한 약속은 위스키에 대한 철학의 중심에 있었다. 사용되는 보리의 100%는 스코틀랜드에서 재배되며, 개별 농장의 이름은 종종 병에 표시된다. 고대 품종을 비롯해 매우 다양한 품종의 보리를 아일라 지역의 농부 약 19명과 협력 및 위탁재배하여 필요한 양의 40%를 충족하고 있다. 나머지 60%는 스코틀랜드 본토에서 수입한다. 보리는 베어즈 오브 인버네스(Bairds of Inverness)에 보내져 발아 처리한다. 몰트의 일부는 지역 늪지에서 캐낸 이탄을 사용하여 건조시켜 풍부한 페놀 수치 함량을 가진 피트몰트를 생산한다.
생산된 몰트의 60%는 브룩라디(Bruichladdich), 30%는 포트 샬롯(Port Charlotte), 10%는 옥토모어(Octomore)에 사용된다.
- Organic Barley
- Bere Barley
- Optic Barley
- Propino Barley
- Concerto Barley
- Chalice Barley
- Publican Barley
- Golden Promise Barley
- Maris Otter Barley

곱게 가루로 분쇄된 몰트는 빅토리아 시대의 "Flat Bottm & Open Top" 매쉬 튠(Mash Tun)에서 뜨거운 물과 혼합되어 당화된다. 물이 배수되고 남은 매쉬는 나무로 된 45,000리터 용량의 워시 백(Wash Back) 6개에 모리 및 케리 효모(Mauri & Kerry)와 투입되어 약 75 ~ 80시간 동안 발효된다.
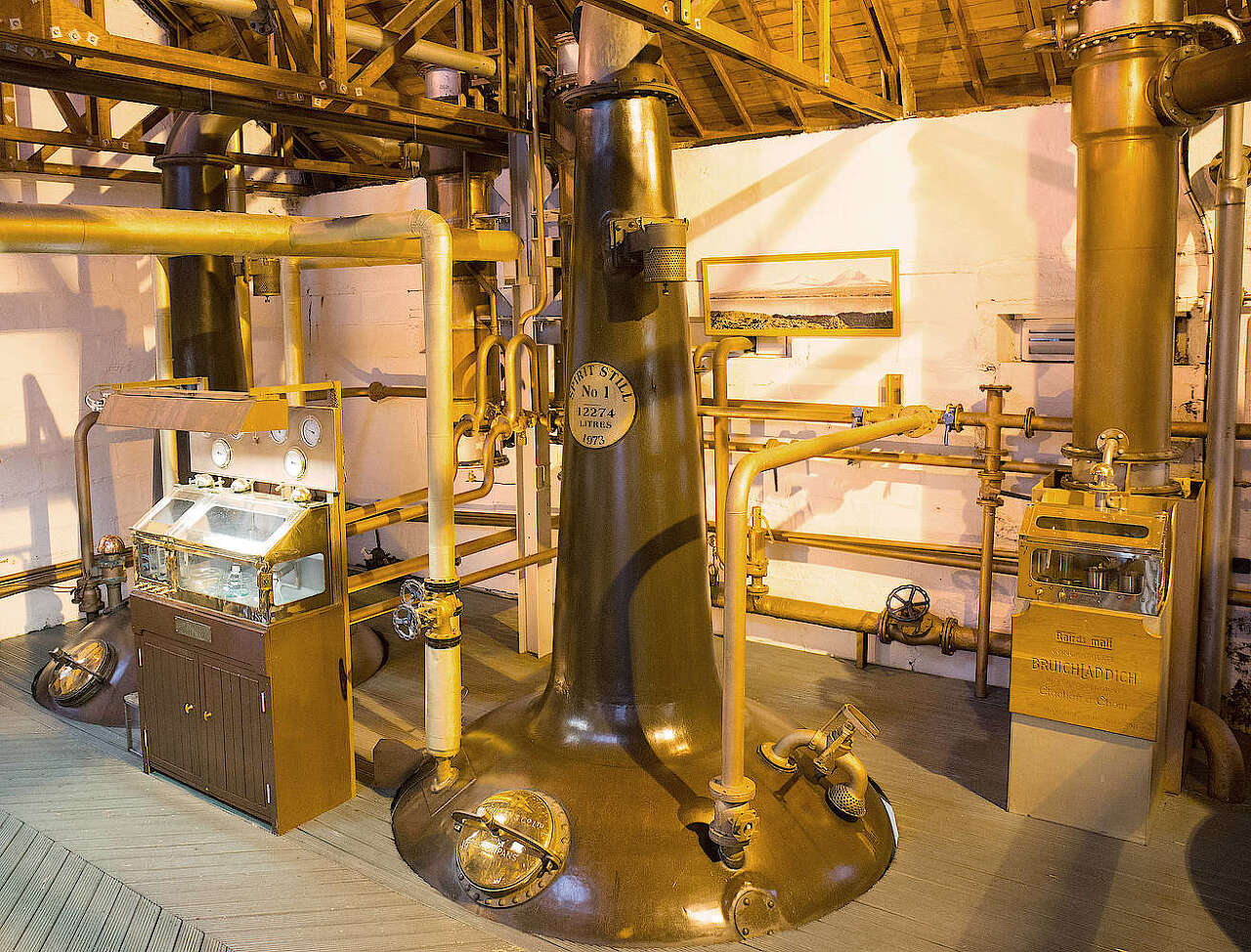
독특하게 키가 크고 목이 좁은 증류기는 매우 순수하고 독창적인 증류주를 생산하기 위해 선택되었으며, 이는 오래된 증류소에서 생산되는 스타일과는 반대이다. 17,500리터 용량(가용 용량 11,500리터)의 워시 스틸(Wash Still) 2개와 12,500리터 용량(가용 용량 9,000리터)의 스피릿 스틸(Spirit Still) 2개 그리고 인버레븐 증류소(Inverleven)에 있던 로몬드 스틸(Lomond Still), 총 5개의 증류기가 스틸하우스에 위치해 있다. 특히 로몬드 스틸은 목(Neck) 부분에 위치한 천공 구리 플레이트(Copper Plates)를 조정해 조금 더 가벼운 컬럼 스타일의 증류액과 진(Gin)을 생산할 수 있다. 증류기를 가열하는 데 증기를 사용하며, 원통 다관식 응축기(Shell-and-Tube Condesner)를 통해 증류액을 응축시킨다.
뉴메이크 스피릿은 알코올 도수 약 68.5%로 컷팅하며, 물을 희석하지 않고 그대로 다양한 유형의 캐스크에 통입한다. 병입 할 때에는 최소 알코올 도수 50% 이상으로 병입하여 출하한다. 연간 약 1,500,000리터의 순수 알코올을 생산한다. 모든 위스키 원액은 100% 싱글몰트로 사용된다.
Official Bottling
브룩라디 공식 제품군 I (Bruichladdich)
Bruichladdich Distillery 브룩라디(Bruichladdich), 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery 브룩라디 증류소(Bruichladdich Distillery)는 1881년 하베이(Harvey) 형제들에 의해 섬의 가장 서쪽 부
labas24.tistory.com
브룩라디 공식 제품군 II (Bruichladdich)
Bruichladdich Micro-Provenance 브룩라디 마이크로 프로비넌스(Micro-Provenance) 시리즈의 경우 브룩라디 공식 제품군 내에서의 입지는 매우 좁은 편이다. 하지만 일관된 맛의 범위로 변형을 시도하기보다,
labas24.tistory.com
포트 샬롯 & 옥토모어 공식 제품군 (Port Charlotte & Octomore)
Port Charlotte 처음 포트 샬롯(Port Charlotte)으로 알려진 시설은 1829 ~ 1929년 사이 브룩라디 증류소에서 남쪽으로 2마일 떨어진 포트 샬롯 마을에서 운영되었던 로킨달(Loch Indaal) 증류소를 의미한다. 20
labas24.tistory.com
Review
싱글몰트 리뷰#212) 브룩라디 10년 1980's / Bruichladdich 10y 1980's
Bruichladdich Distillery 브룩라디, 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery Bruichladdich는 1881년 Harvey 형제들에 의해 섬의 가장 서쪽 부분인 Rinns of Islay에 위치한 Loch Indaal 기슭에 세워
labas24.tistory.com
싱글몰트 리뷰#227) 브룩라디 16년 뀌베 샤또 마고 / Bruichladdich 16y Cuvée Château Margaux
Bruichladdich Distillery 브룩라디, 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery Bruichladdich는 1881년 Harvey 형제들에 의해 섬의 가장 서쪽 부분인 Rinns of Islay에 위치한 Loch Indaal 기슭에 세워
labas24.tistory.com
싱글몰트 리뷰#232) 브룩라디 2006 본 로마네 / Bruichladdich 2006 Vosne-Romanée
Bruichladdich Distillery 브룩라디, 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery Bruichladdich는 1881년 Harvey 형제들에 의해 섬의 가장 서쪽 부분인 Rinns of Islay에 위치한 Loch Indaal 기슭에 세워
labas24.tistory.com
싱글몰트 리뷰#144) 브룩라디 2007 퍼스트필 버번 / Bruichladdich 2007 First-Fill Bourbon
Bruichladdich 2007 First-Fill Bourbon Micro-Provenance, 56.9% 퍼스트필 버번 캐스크에 최소 12년 이상 숙성한 원액을 싱글 캐스크 및 캐스크 스트렝스로 병입한 아일라 싱글몰트 위스키다. 냉각 여과와 색소 첨
labas24.tistory.com
싱글몰트 리뷰#145) 브룩라디 2009 이스라엘 까베르네 소비뇽 / Bruichladdich 2009 Israel Cabernet Sauvignon
Bruichladdich 2009 Israel Cabernet Sauvignon Micro-Provenance, 63% Ex-이스라엘 까베르네 소비뇽 캐스크에 최소 11년 이상 숙성한 원액을 싱글 캐스크 및 캐스크 스트렝스로 병입한 아일라 싱글몰트 위스키다. 냉
labas24.tistory.com
싱글몰트 리뷰#352) 브룩라디 블랙 아트 10.1 / Bruichladdich Black Art 10.1
Bruichladdich Distillery 브룩라디 (Bruichladdich), 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery 브룩라디 증류소(Bruichladdich Distillery)는 1881년 Harvey 형제들에 의해 섬의 가장 서쪽 부분인 Rinns
labas24.tistory.com
싱글몰트 리뷰#149) 포트 샬롯 MRC:01 2010 / Port Charlotte MRC:01 2010
Port Charlotte Heavily Peated MRC:01 2010, 59.2% 퍼스트필 버번 캐스크에 7년 숙성 후, 세컨드필 와인 캐스크(샤또 무똥 로칠드)에 1년 피니쉬 하여 캐스크 스트렝스로 병입한 아일라 싱글몰트 위스키다. 냉
labas24.tistory.com
싱글몰트 리뷰#150) 포트 샬롯 OLC:01 2010 / Port Charlotte OLC:01 2010
Port Charlotte OLC:01 2010, 55.1% 퍼스트필 버번 캐스크 & 세컨드필 버번 캐스크 & Ex-뱅 뒤 나뛰렐 캐스크 & 세컨드필 쉬라즈 캐스크에서 숙성한 원액을 블렌딩(Vatting) 한 후, 퍼스트필 올로로소 혹스헤드
labas24.tistory.com
싱글몰트 리뷰#163) 포트 샬롯 SC:01 2012 / Port Charlotte SC:01 2012
Bruichladdich Distillery https://labas24.tistory.com/367 브룩라디, 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery Bruichladdich는 1881년 Harvey 형제들에 의해 섬의 가장 서쪽 부분인 Rinns of Islay에 위치
labas24.tistory.com
싱글몰트 리뷰#337) 옥토모어 4.2 코뮤스 / Octomore 4.2 Comus
Bruichladdich Distillery 브룩라디 (Bruichladdich), 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery 브룩라디 증류소(Bruichladdich Distillery)는 1881년 Harvey 형제들에 의해 섬의 가장 서쪽 부분인 Rinns
labas24.tistory.com
싱글몰트 리뷰#336) 옥토모어 7.3 / Octomore 7.3
Bruichladdich Distillery 브룩라디, 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery Bruichladdich는 1881년 Harvey 형제들에 의해 섬의 가장 서쪽 부분인 Rinns of Islay에 위치한 Loch Indaal 기슭에 세워
labas24.tistory.com
싱글몰트 리뷰#135) 옥토모어 10.1 / Octomore 10.1
Octomore 10.1, 59.8% 100% 스코틀랜드 보리를 사용하였으며, 퍼스트 필 버번 캐스크에서 최소 5년 이상 숙성한 원액을 캐스크 스트렝스로 병입 한 아일라 싱글몰트 위스키다. 냉각 여과와 색소 첨가를
labas24.tistory.com
싱글몰트 리뷰#133) 옥토모어 12.2 / Octomore 12.2
Octomore 12.2, 57.3% 피티드 몰트를 이용한 스피릿을 Ex-버번 캐스크에 3년 6개월 숙성 후, 퍼스트 필 소테른 캐스크에 1년 6개월 피니쉬 처리 한 아일라 싱글몰트 위스키다. 냉각 여과와 색소 첨가를
labas24.tistory.com
싱글몰트 리뷰#134) 옥토모어 11.3 / Octomore 11.3
Octomore 11.3, 61.7% 100% 아일라 지역의 보리를 사용하였으며, 퍼스트 필 버번 캐스크에서 최소 5년 이상 숙성한 원액을 캐스크 스트렝스로 병입 한 아일라 싱글몰트 위스키다. 냉각 여과와 색소 첨가
labas24.tistory.com
싱글몰트 리뷰#131) 옥토모어 12.3 / Octomore 12.3
Octomore 12.3, 62.1% 100% 아일라 지역의 보리를 사용하였으며, 퍼스트 필 아메리칸 오크 캐스크에서 5년 숙성한 원액 75%와 스페인 Fernando de Castilla 지역의 PX셰리 캐스크에 5년 숙성한 원액 25%를 블렌딩
labas24.tistory.com
싱글몰트 리뷰#338) 옥토모어 13.3 / Octomore 13.3
Bruichladdich Distillery 브룩라디, 성공적으로 부흥한 아일라의 작은 거인 Bruichladdich Distillery Bruichladdich는 1881년 Harvey 형제들에 의해 섬의 가장 서쪽 부분인 Rinns of Islay에 위치한 Loch Indaal 기슭에 세워
labas24.tistory.com
싱글몰트 리뷰#132) 옥토모어 10.4 / Octomore 10.4
Octomore 10.4, 63.5% 피티드 몰트를 증류한 스피릿을 강하게 구운 프렌치 리무쟁 버진 오크에 최소 3년 이상 숙성하여 캐스크 스트렝스로 병입 한 아일라 싱글몰트 위스키다. 냉각 여과와 색소 첨가
labas24.tistory.com
'Whisky & Whiskey > Distillery & Brand' 카테고리의 다른 글
| 킬호만(Kilchoman), 보리의 수확부터 위스키 병입까지 (0) | 2023.05.24 |
|---|---|
| 마르스 고마가타케(マルス駒ヶ岳) & 츠누키(津貫), 재도약을 준비하는 일본의 위스키 증류소 (0) | 2023.05.18 |
| 카발란(Kavalan), 대만 위스키라는 첫 발자국 (3) | 2022.05.23 |
| 울프번(Wolfburn), 위스키 증류소의 재건과 회복 (0) | 2022.04.23 |
| 조지 디켈(George Dickel) & 캐스케이드 할로우(Cascade Hollow), 테네시 위스키의 2인자 (0) | 2022.04.12 |



